
Симпатичная дачная дорожка, выложенная имитацией песчаника, двор частного дома, мощенный брусчаткой — практичные актуальные решения. Интерес несколько остужает стоимость изделий, но «голь на выдумку хитра».


Мотивация
Сделать цементно-песчаную плитку при наличии формы- несложно, правда, долговечность зависит от рецептуры. Иные самоделки растрескиваются спустя одну зиму. Составы- «хлеб» профи, поговорим об оснастке.
Формы для тротуарной плитки своими руками — стоит ли «овчинка выделки»? Мастера отвечают- да:
- Свобода творчества: идеи не ограничены рамками фабричных трафаретов.
- Универсальность: произвольные размеры и форма. Возможность не отменяет физику: тонкая плитка большой площади, узкие остроугольные элементы профиля ожидаемо разрушаются.
- Доступность: подручные материалы подходят для самодельных матриц.
- Дешевизна: утверждение спорное, учитывая стоимость заводских аналогов из пластика, силикона, полиуретана. Однако цены, ассортимент в гипермаркетах и удаленных местных магазинах существенно отличаются. Деревянная опалубка из отходов вовсе не потребует дополнительных трат.
- Ремонт существующего покрытия. Не всегда отыщется замена негодным отдельным кирпичам, разовая форма решает проблему.
Требования, разновидности
Форма, применяемая для изготовления уличной плитки должна:
- Точно копировать геометрию, рисунок модели.
- Обеспечивать беспрепятственное извлечение готового продукта.
- Выдерживать без разрушения, коробления и критического износа заданное количество заливок. Средние значения определяются материалом оснастки.
Среди последней:
Металлическая
Для массового производства строительных изделий методом вибропрессования многоместные пресс-формы, пуансоны делают из износостойкой и прочной инструментальной стали. Производители, удешевляя инструмент, выбирают конструкционные стали: Ст 3, 20, 45, стойкость всё равно исчисляется тысячами штук. Ремонт осуществляют наплавкой, последующей механической или электроэрозионной обработкой.
Вариант не по плечу типичному самодельщику, хотя есть умельцы, фрезерующие матрицы, самостоятельно собирающие пресса.


Алюминиевые трафареты мало распространены, для индивидуального вибролитья вполне могут быть отлиты в «землю» при наличии лома, тигля, пропановой горелки. В дальнейшем потребуется механическая обработка, объем которой зависит от качества прототипа, формовки.

Процесс литья описывает видео:
Изготовление «печи»:
Реализованы сварные из полосы формы. Берут прокат толщиной 2-3 мм, иначе трафарет будет тяжелым. Оптимизированы под прямые грани, допускаются гнутые криволинейные элементы. Сварные швы тщательно зачищают, стараясь сгладить заподлицо с полосой, применяют точечную сварку частей. Доступ к контактной сварке позволяет получить аккуратные соединения удовлетворительной прочности.

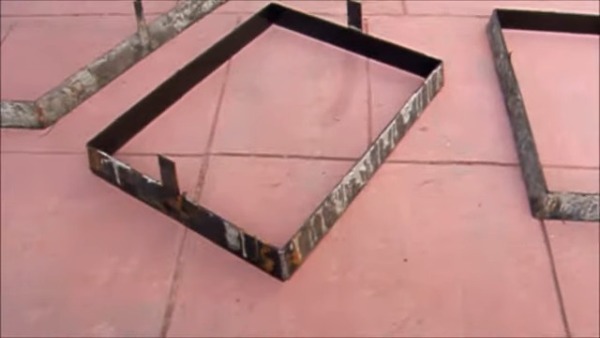
Практика сварки единичных, многоместных рамок:
Автор следующего ролика оригинально применил лопнувшие ленточные пилы.

Для разовой акции годится п-образный гипсокартонный профиль. Полки надрезают с двух сторон, после чего сгибают нужную фигуру. Подобный эрзац подходит для простого дизайна типа: ромб, квадрат, правильный многоугольник.

Железобетонная
Внедрялась на малых предприятиях, как альтернатива дорогой цельнометаллической. Привлекала гибкостью освоения прототипов. Этапы создания матрицы:
- Сборка опоки.
- Укладка смазанного шаблона.
- Размещение армирования.
- Заполнение смесью портландцемента, наполнителя, связующего полимера, например, различных смол, улучшающих механические показатели, закрывающих поры.
- Сушка, очистка.
Процесс трудоемкий, не подходит для рельефных деталей. Громоздкая оснастка чувствительна к ударам, требуют грузоподъемных механизмов, жестких столов. Ресурс не менее 200 формовок.
Деревянная
Принципиально представляет миниатюрную опалубку. Изготавливают из досок толщиной 20 мм или водостойкой фанеры. Обязательна шлифовка рабочих граней, иначе оттиск получится фактурным, плитка будет прилипать к опалубке. Раствор схватывается с деревом, поэтому нужна эффективная разделительная смазка.


Для длительной эксплуатации подбирают высушенную, обработанную пропиткой древесину, дабы избежать коробления. Фанера проще обрабатывается, но менее прочная. Главный недостаток- ограниченная прямыми гранями геометрия. Рекомендуемая ниша- оперативная отливка нескольких десятков изделий, заливка дорожек по месту в стиле «старый город»
Элементарная опалубка:
Прогрессивный путь:
Гипсовая
Гипс отлично передает фактуру, но хрупкие формочки не пригодны для грубых работ с раствором. Рациональная сфера- изготовления прототипов, мастер-моделей. При крайней нужде допустимы разовые ремонтные акции, когда сохранением формочки пренебрегают.
Предпочтителен гипс мелкого помола (скульптурный), марки Г-16-Б-III. Комплекты из модифицированного порошка, водно-спиртового растворителя использовать слишком расточительно.
Стандарт на гипсовые вяжущие: http://docs.cntd.ru/document/gost-125-79.
Готовят жидкий раствор: 1 л воды на 0,7 кг вяжущего. Отливают в ящике, иногда усиливают марлей, тонкой полимерной сеткой. Изготавливая шаблон, учитывают расширение гипса после твердения на 0,3-1%.
Пластиковая
Оптимальная находка для одноместных сложных конфигураций типа «клевер», «ромашка». Пластиковые жесткие формы прочные, точные. Не изменяет размеры от влаги, малая шероховатость гарантирует высокое качество отпечатка. Удовлетворительная долговечность сочетается с приемлемой стоимостью, ремонтопригодностью.
Применяется в промышленности, индивидуальной деятельности для вибролитья с уплотнением смеси на вибростоле. Ресурс исчисляется сотнями отливок, обусловлен маркой пластмассы, толщиной стенок, армированием, заливаемым составом. Распространены продукты из полипропилена (PP), ударопрочного АВС-пластика. Последний втрое долговечней.
В рекламных целях для РР указывают стойкость до 500 циклов. Цифра соответствует критическим повреждениям, началу разрушения. Фактически, контролируемые параметры выходят за допустимые пределы после меньшего числа операций.

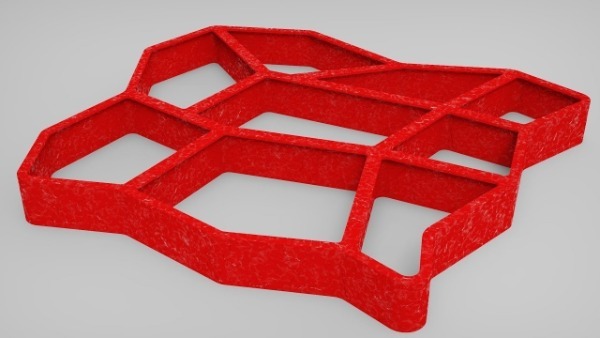
Широко представлены образцы для бетонных тропинок, отливаемых непосредственно на участке. Не вдаваясь в плюсы, минусы технологии, отметим- пластиковая оснастка самая подходящая. Расшивка искусственного покрытия часто имитирует дикий камень, мощение булыжником. Типичные размеры кассет 600×600×60 мм, толщина перемычек 2-4 мм.
В условиях цеха полуфабрикатом служат пластиковые отходы. В гараже, сарае переплавлять мусор опасно, без измельчения, гранулирования, экструдера- ничего путного не выйдет.
Остается вариант литьевой пластмассы холодной полимеризации. Составы двухкомпонентные: основа на базе акрила, отвердитель, некоторые применяются в стоматологии. Есть композиции, например, АКР-7, получаемые смешиванием порошка с жидким мономером ММА.
Все бы устраивало, да цены кусаются. Пузырек реагентов объемом 100-200 мл стоит, как серийная форма. Приемлемые в зубопротезировании, скульптуре, моделировании объемы и расценки- чрезмерны самодеятельному строителю.
Советчикам, ратующим за кустарные пластиковые кассеты для благоустройства территории, следует уточнять: речь о жидком полиуретановом пластике, к примеру: http://www.sazi-group.ru/germetiki/silagerm-4010/
Подобные материалы несколько уступают АВС по механическим, эксплуатационным свойствам. Значительно тверже (по Шору 70-80D) полиуретановых компаундов для «мягкой» оснастки. Низкая эластичность (удлинение при разрыве 5-8%) требует аккуратной распалубки.
Технико-экономические показатели различных материалов по данным ООО «Лобас НН»: su/products/forms» data-mce-href=»http://new.lobas.su/products/forms»>http://new.lobas.su/products/forms. Сведения могут быть полезны при значительном объеме выпуска.

Полиуретановая
Наиболее употребительны многоместные матрицы. Материал превосходно отражает поверхностный рельеф, узор эталона; устойчив к надрезам, истиранию, не растягивается при эксплуатации, обеспечивает извлекаемость даже при отрицательных углах граней. Некоторые производители заявляют ресурс до 5000-10000 заливок, практически значение в несколько ниже.

Выбирают компаунды твердостью по Шору 35-55A: http://www.sazi-group.ru/germetiki/silagerm-5000/. Правильно подготовленная полиуретановая масса удовлетворительно заполняет полости без вакуумирования. Отдельные пузырьки воздуха не критичны для прикладных целей приусадебного строительства.
Силиконовая
Силиконовые бюджетные формы сходны по области применения, свойствам, технологии формовки с полиуретановыми. Отмечают существенно меньший ресурс, чувствительность к надрезам, большую адгезию к бетону. По мнению специалистов, силиконовые смеси проигрывают полиуретановым одного ценового диапазона.

Приобретают двух или трехкомпонентные составы твердостью по Шору не менее 25A. Отвердитель добавляют в основу перед заливкой. Готовые герметики не подходят по консистенции, характеристикам.

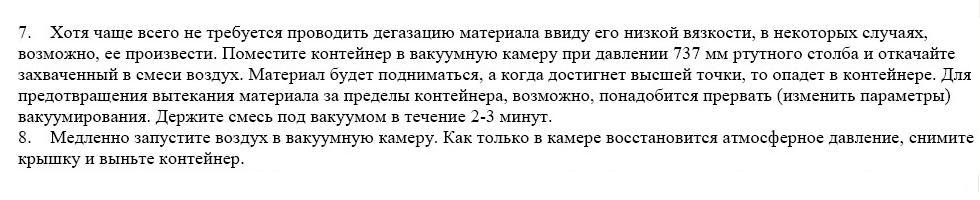
Силиконы на оловянном катализаторе не требуют дегазации, не выдерживают многократного тиражирования бетонных кирпичей. Дорогие составы с платиновым катализатором износоустойчивые, точно передают мелкие детали, нуждаются в вакуумировании.
Ведущий российский производитель формовочных компаундов ПК САЗИ предлагает линейку силиконовых компаундов: http://www.sazi-group.ru/formovochnye-kompaundy/. В частности, показатели Силагерм 7101 удовлетворяют требованиям производства тротуарной плитки.
Нюансы изготовления
Конструкция
Плитка из многоместной кассеты должна сопрягаться без подгонки, быть взаимозаменяемой, по простому — одинаковой. Допустимые отклонения линейных габаритов тротуарных плит по ГОСТ 17608-2017 составляют ± 2 мм. Стандарт устанавливает допуски прямолинейности, плоскостности, перпендикулярности граней. Учитывая копирование погрешностей, фигуру матрицы обрабатывают вдвое точнее.
Справка: http://docs.cntd.ru/document/1200157324
Извлекаемость изделий обеспечивают:
- Усадка бетона
- Смазка фигуры
- Разборная оснастка
- Рациональные уклоны
- Низкая шероховатость поверхностей
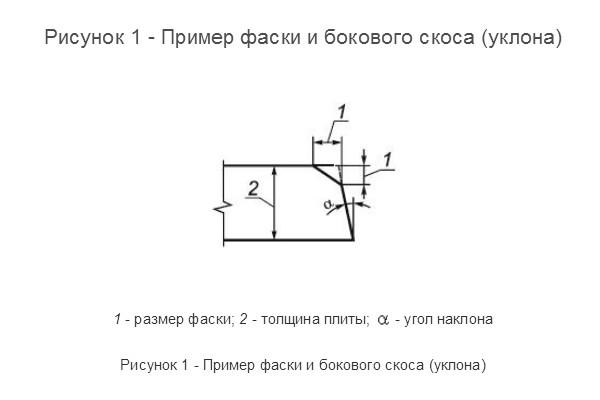
Для цельных пресс-форм рекомендуемый уклон вертикальных граней 1:15 (около 4º), шероховатость контура Ra≤3,2 мкм. Для гибких полиуретановых, силиконовых трафаретов уклоны не принципиальны.

Выполнять уклоны у деревянной опалубки трудоемко, ограничиваются смазкой, предусматривают разъемную конструкцию. Разборные версии стыкуют посредством стальных уголков, накладок, стягиваемых болтами, струбцинами. Стяжные элементы прикручивают к дощечкам саморезами. Аналогично фиксируют поддон.

Боковины прямоугольных разъемных рамок отрезают на 5 см длиннее сторон отливки. Выпуски необходимы для стяжки. Пазовые, шкантовые соединения капризны при многократной разборке.


Силиконовые трафареты послойно армируют марлей в ослабленных зонах: углах, глубоких выемках. Мероприятие повышает сопротивляемость надрывам, снижает вероятность досрочного выхода из строя.
Технология
Полиуретан и силикон, пожалуй, наиболее популярные среди умельцев. Привлекают отсутствием нагрева при формовке, относительной безвредностью. Принципиально техпроцессы схожи, первым делом:
- Создают, выбирают мастер-модель.
Шаблоны изготавливают из массива, желательно твердых пород, пластмассы, скульптурного пластилина. Обработка древесины потребует набора стамесок, возможно- фрезера. Сложный шаблон можно напечатать на 3D принтере, обязательна шлифовка шкуркой, сглаживающая слоистость. Скульптурный пластилин самый универсальный выбор.
Шаблоном может выступать понравившаяся тротуарная плитка. Отбирают эталон без сколов, вмятин, с четким рельефом. Острые кромки скругляют, упреждая надрывы силикона.
Определяются с тарой:
- Собирают или приобретают ящик подходящих размеров. Глубина равна сумме: высоты плитки, толщины дна трафарета, запаса (≥ 10 мм). Лишний объем по периметру придется отгораживать рамкой для экономии полимера.
Подготавливают модель:
- Наносят на шаблон разделительную смазку, препятствующая прилипанию, вырыву фрагментов. Также покрывают контактирующие участки тары.
Полиуретаны имеет высокую адгезию ко многим веществам — разделительной покрытие обязательно. Силикон схватывается с пористыми материалами: бетоном, глиной, гипсом, не прилипает к пластилину, пластмассе.
Разделительные среды разнообразны: консистентные смазки на восковой или силиконовой основе; аналогичные спреи: Вс-М, Si-М, Кс-М (добавлено касторовое масло).


Технический вазелин, лак- подходят для силикона. Изготовители рекомендуют составы из воска/парафина растворенного в уайт-спирите:

До покрытия поверхности очищают от грязи, пыли, обезжиривают, сушат. Равномерно наносят кистью 1-2 слоя, пристально промазывают углы, впадины. Нанесенный аэрозоль советуют аккуратно подправлять, разглаживая кисточкой.
Не стоит полагаться на самодельные мыльные суспензии, эффективность их недостаточна. Машинное масло, солидол могут нарушить реакцию полимеризации.
Приступают к ключевым операциям:
- Размешивают базовый компонент A.
- Взбалтывают отвердитель (катализатор) — ингридиент B.
- Отмеряют точное количество базы в чистый контейнер.
- Соответственно паспортной пропорции отливают в другую емкость или набирают шприцом субстанцию B.
- Смешивают ингредиенты А и В, вводя катализатор капельно.
- Перемешивают от стенок к центру емкости 8-15 минут.
Однородность удобно контролировать визуально, вводя пигменты, одобренные изготовителем.
Процедура приготовления полиуретановой композиции отличается:
- Компоненты тщательно перемешивают до смешения.
- Отмеряют весовые доли согласно инструкции в металлическую, стеклянную либо пластмассовую посуду чистую и сухую.
- Смешивают шпателем или насадкой дрели на скорости не более 1 об/мин. Увеличение оборотов вызывает образование пузырей и пористость застывшей массы. Работайте в помещения с относительной влажностью до 30-40%.
Профессионалы советуют сделать пробную заливку части формы. Помогает оценить функционал разделительного слоя, удостовериться в полном отверждении компаунда.
Мастер-модель иногда содержит вещества, ингибирующие катализатор, затрудняющие застывание силикона, особое внимание уделите пластилинам. Амино, серосодержащие вещества нейтрализуют отвердители на базе олова.
Оснастка, полимерная смесь подготовлены, проверены, подошла очередь заливки. Методика для полиуретанов и силиконов отличается:
- Силиконовый состав медленно заливают стабильной непрерывной струей в одну точку, дабы полимер равномерно растекся по шаблону. Первоначально направляют поток на рисунок, чтобы минимизировать появление воздушных каверн в ответственных местах. Минимальная толщина — 5 мм.
- Дают материалу отвердиться сутки при температуре 22-24ºC или 12 часов при 50ºС. Перед применением выдерживают еще 24 часа на воздухе.
Ролик иллюстрирует создание отделочных трафаретов, технология идентичная нашему случаю:
Дешевый способ:
- Полиуретановую массу наносят заливкой или послойно кистью, шпателем.
- Поочередное покрытие обеспечивает самостоятельный выход захваченного воздуха. Каждый пласт проглаживают шпателем, вытесняя пузырьки газа. Порции при послойном методе готовят раздельно после нанесения предыдущего слоя.
- При заливке первичный слой наносят мягким флейцем, затем заливают тонкой струйкой в одну точку до заполнения нужного уровня.
- Удаляют воздух: плавно погружают шпатель на всю глубину, не касаясь шаблона, затем быстро выдергивают. Повторяют действие по всей площади. Дают заготовке отстоятся 5-10 мин, проглаживают верх, удаляя видимые пузырьки. Несколько раз чередуя эти операции, добиваются дегазации.
- Полная вулканизация происходит через сутки. Максимальные физико-механические показатели достигаются через 72 ч. Ускоренная вулканизация происходит при нагреве до 50-60ºC. Остаточную липкость ликвидируют изопропиловым спиртом, денатуратом, другими летучими растворителями.
Опыт зарубежных коллег:
Отыскать полезную информацию, задать вопросы коллегам позволяют профильные форумы, посвященные искусственному камню:
http://www.forum.nadomu.com/viewforum.php?f=16&sid=83c427e40db80ca871990689c7968a7e.
Покупная альтернатива
На потребительском рынке широко представлены два направления:
- Сквозные опалубки для бетонирования по месту
- Единичные заливные матрицы
Первые позволяют быстро сформировать покрытие из секций площадью около 0,25 м², таким образом располагая 5-6 формами дачник за неделю облагородит тропинки и дворик. Стоимость штуки- 700-800 руб.

Номенклатура вторых разнообразней. Любители повозиться смогут воспроизвести натуральную брусчатку, создать композиции оригинального узора. Минус- трудоемкость укладки. Размеры колеблются от 218×267×45 мм- стандартного «клевера» до 500×500×50- квадратных плашек. Обратите внимание: толщина бытовых серий снижена против промышленных с 2 до 5 мм.
Выгоду самоделок возможно перевесит заказ матриц на специализированных фирмах. Просмотрите перечни, прайсы, прежде чем браться за дело.




